Durable contribution: laser strikes will extend the life of aircraft engines
- Статьи
- Science and technology
- Durable contribution: laser strikes will extend the life of aircraft engines

Russia has developed a technology for laser impact treatment of metal alloys, which makes it possible to form a protective layer that exceeds the thickness of traditional methods by about five times. This slows down the development of microcracks and increases the service life of parts that are stressed due to rapid rotation, vibrations or temperature fluctuations. The development will become the basis for the first russian complex of laser impact processing of materials. It is planned to be commissioned in 2027. This will help pave the way for the production of a new generation of aircraft engines. At the same time, experts note that the technology has limitations: due to the narrow laser exposure area, its use will be justified primarily for critical parts.
How a laser will extend the life of aircraft engines
Russian scientists have created a new technology for laser impact machining of parts made of titanium and heat-resistant alloys for the domestic industry. It will make it possible to manufacture more durable and corrosion-resistant parts and produce new-generation aircraft engines.
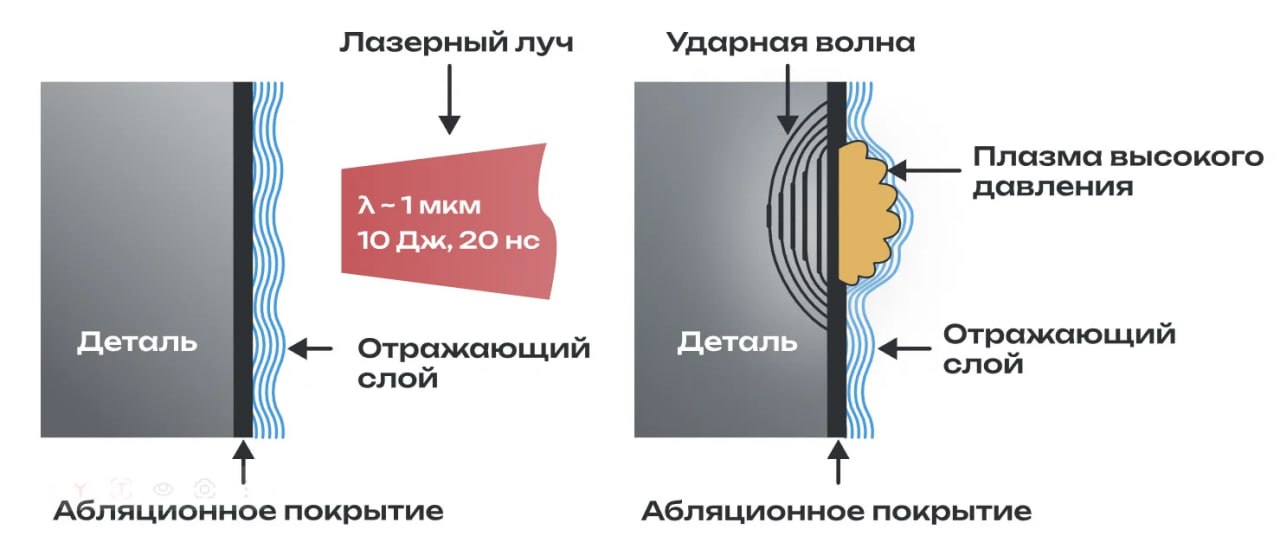
— It is based on the method of laser impact hardening, in which the surface of a part is treated with powerful laser pulses through a layer of water, causing micro-explosions that deform the surface without heating it. Due to this, compressive stresses are formed in the surface layer, which stop cracks," Daniil Korolev, a project participant and associate professor at the Department of Aircraft Engine Manufacturing at MAI, told Izvestia.
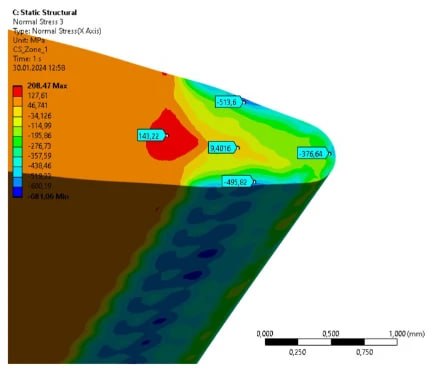
Currently, domestic enterprises use shot blasting, which affects the material with a stream of small balls that leave dents. The metal around them is compressed, forming a hardened layer to a depth of 0.3 mm. The new technology suggests using laser pulses instead of balls, the specialist explained. This makes it possible to strengthen the protective metal layer to a depth of 1.5 mm, which increases the life of the products.
— To destroy the part, the crack must pass this barrier of 1.5 mm. This means, for example, a compressor blade that has already received a microfracture from dust or stone can safely work out thousands more cycles," Andrei Gorbunov, professor of the Department of Laser and Additive Technologies at Kazan National Research Technological University — A.N. Tupolev KAI, explained to Izvestia.
The development was carried out by engineers from the Moscow Aviation Institute together with specialists from the Central Institute of Aviation Engine Engineering named after P.I. Baranov, the Scientific Research Institute of Technology and Organization of Engine Production (part of the UEC), the Experimental Design Bureau named after A.M. Lyulka and UEC-Aviadvigatel.

Where laser impact treatment will be in demand
The processing of aircraft engine blades can be cited as an example of the application of the development, Daniil Korolev said. These parts experience extreme loads due to rotation, vibrations and temperature fluctuations, which inevitably leads to metal fatigue and the formation of microcracks. In addition, dust, sand, rocks, and even birds can enter the engine path during takeoff and landing, which damages the edges of the blades. The new technology will significantly slow down the growth of fatigue cracks in the metal and prevent the development of negative scenarios.
"The method is applicable to a wide range of products — discs, shafts, gears, landing gear, airframe structural power elements, parts after repair — in fact, for everything that is reinforced with shot today," said Maxim Lyakhovetsky, project manager, Acting Head of the Research Department of the Department of Aircraft Engine Manufacturing Technology at MAI.
According to him, the parts processed using the new technology demonstrated a noticeable increase in fatigue strength and durability during bench tests compared to products manufactured by serial methods. The development has already formed the basis of the country's first technological complex for laser impact processing of materials: its first production model is currently being assembled, and commissioning is scheduled for 2027.
As noted by Andrey Gorbunov, the method can be used in all cases where metal fatigue is critical, as well as in the production of parts of complex geometry. However, the technology has limitations: It is not suitable for conveyor production, as each laser "strike" requires precise positioning and pre-preparation of the surface. In addition, for a stable result, it is necessary to precisely select the processing parameters for each specific alloy — the impact power and laser characteristics. While these data are not available, the result depends on the skill of a particular specialist.
— During laser impact treatment, cracks in metal have to overcome a compressed protective layer, which is about five times thicker than with traditional methods. This suppresses the development of damage already at the initial stage. At the same time, the technology is not a panacea, but rather a "surgical scalpel" applicable to the most stressed areas," said Evgeny Vishnevsky, an expert at the National Technology Initiative for New Materials and Technologies.

According to him, the development can be used in the manufacture of any parts operating under load, including rotating assemblies, elements experiencing contact stresses or subject to abrasive wear.
He cited large-scale gas turbines as an example: their blades and locking joints face the same problems as in aircraft engines, albeit on a different scale. In the automotive industry, shafts and gears (in gearboxes of mining dump trucks or drilling rigs) will receive an increase in resource. In the railway sector, the use of the method for wheelsets can extend the inter-repair mileage and reduce the frequency of turning, the specialist added.
— The disadvantages of the technology include locality and duration of processing. Unlike the shot, which covers the surface of the part in a stream, the laser works as a spot. Therefore, its performance is several times lower," Evgeny Vishnevsky added.

In addition, with a powerful pulse, there is a risk of "shooting off" the metal on the sharp edges. Also, when certifying parts processed using the proposed technology, non-destructive testing equipment with an analysis depth of up to 1.5 mm will be required. It will increase the cost of technology by an order of magnitude, which is acceptable in the production of aircraft engines, but will not be suitable for the mass automotive industry.
Переведено сервисом «Яндекс Переводчик»
